




Оцинкована сталева котушка Оцинкована Dx51 Китайський сталеливарний завод Гарячеоцинкована сталева котушка / Холоднокатана сталь Ціни / Котушка GI







Визначення покриття
(1) Звичайне блискуче покриття
У звичайному процесі затвердіння цинкового шару цинкові зерна вільно ростуть, утворюючи покриття з чіткою морфологією блискіток.
(2) мінімізоване покриття блискітками
Під час затвердіння цинкового шару кристалічні зерна цинку штучно обмежуються, щоб утворити якомога дрібніше покриття з блискіток.
(3) Покриття без блискіток
Його отримують шляхом регулювання хімічного складу розчину для покриття, він не має видимої морфології блискіток та має рівномірне поверхневе покриття.
(4) Покриття зі сплаву цинку та заліза
Сталева смуга після проходження через ванну цинкування піддається термічній обробці, утворюючи шар сплаву цинку та заліза по всій поверхні покриття. Це покриття має темно-сірий вигляд без металевого блиску та легко подрібнюється під час процесу різкого формування. Окрім очищення, покриття можна фарбувати безпосередньо без додаткової обробки.
(5) диференціальне покриття
Для обох сторін оцинкованого сталевого листа потрібні покриття з різною щільністю цинкового шару.
(6) Гладкий шкірний прохід
Вирівнювання - це вид холодного прокату оцинкованого сталевого листа з невеликою деформацією для однієї або кількох із наступних цілей.
Покращують зовнішній вигляд поверхні оцинкованого сталевого листа або роблять його придатним для декоративного покриття; тимчасово мінімізують лінію ковзання (лінію Людеса) або зморшки, що утворюються під час обробки готового виробу.

Дефект
В основному це включає: осипання, подряпини, плями пасивації, частинки цинку, товсті краї, смуги від повітряного ножа, подряпини від повітряного ножа, оголену сталь, включення, механічні пошкодження, погану продуктивність сталевої основи, хвилясті краї, вигин, несумісність розмірів, тиснення, нерівномірну товщину цинкового шару, рулонний друк тощо.
Основними причинами відшаровування цинкового шару є: поверхневе окислення, кремнієві сполуки, занадто брудна холоднокатана емульсія, занадто висока температура окислювальної атмосфери та точки роси захисного газу в секції NOF, необґрунтоване співвідношення повітря-паливо, низький потік водню, інфільтрація кисню в піч, низька температура входу в цинковий каструлю, низький тиск у печі в секції RWP та низьке всмоктування через дверцята печі, низька температура печі в секції NOF, невипаровування мастила, низький вміст алюмінію в цинковому каструлі, занадто висока швидкість агрегату, недостатнє відновлення, а рідкий цинк залишається занадто коротким, а покриття занадто товсте.
Причини появи білої іржі та чорних плям такі: чорні плями утворюються внаслідок подальшого окислення білої іржі.
Основні причини появи білої іржі:
(1) Погана пасивація, недостатня або нерівномірна товщина пасиваційної плівки;
(2) Поверхня не змащена олією або на поверхні смуги є залишки вологи;
(3) Поверхня смугової сталі містить вологу під час змотування;
(4) Пасивація не повністю висушена;
(5) Волога або дощ під час транспортування або зберігання;
(6) Готовий продукт зберігався занадто довго;
(7) Оцинкований лист контактує з іншими агресивними середовищами, такими як кислоти та луги, або зберігається разом з ними.
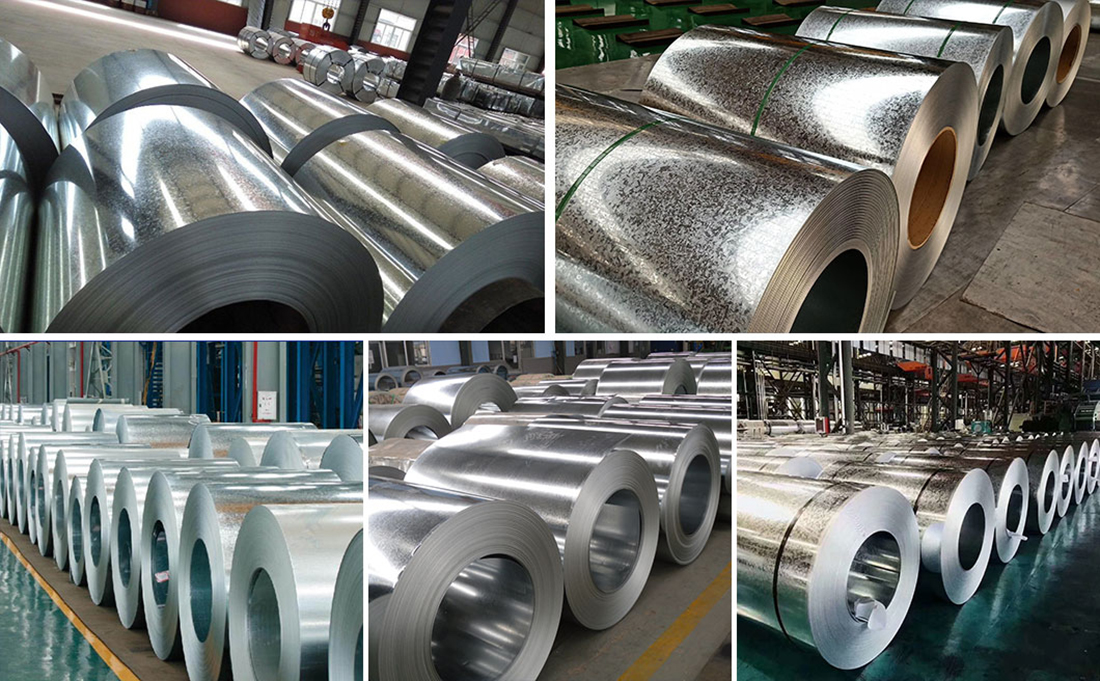
Складське зберігання
Компанія має дві вузькоспеціалізовані лінії з виробництва широких і товстих сталевих листів з надійними технологіями та має комплексну потужність для виробництва понад 5 мільйонів тонн розплавленої сталі та понад 3 мільйони тонн сталевих листів щорічно. Кількість працівників сягає понад 10 000. Вона має технологію термічної обробки сталевих листів, технологію виробництва надтовстих сталевих листів, технологію виробництва сталі електрошлаковим переплавом тощо.

Упаковка та доставка
Ми пропонуємо: пакування на дерев'яних піддонах, пакування в дерев'яних ящиках, пакування сталевими стрічками, пластикове пакування та інші методи пакування. Ми готові упакувати та відправити продукцію відповідно до ваги, специфікацій, матеріалів, економічних витрат та вимог замовника.
Спосіб транспортування: Ми можемо забезпечити контейнерні або насипні перевезення, автомобільні, залізничні або внутрішні водні перевезення та інші наземні способи транспортування для експорту. Звичайно, якщо є спеціальні вимоги, ми також можемо використовувати авіаперевезення.

Відгуки клієнтів
Будь ласка, залиште нам повідомлення, якщо у вас є будь-які питання щодо нас та нашої продукції.
